How to Test for Chemical Resistance in Plastic Components

Some applications require evaluating materials or parts under chemical stress. A practical insight provides tips for implementing standard or tailored testing to ensure part performance.
Chemical resistance is one of the polymer properties you should be looking for when getting in contact with solvents, varnishes, or other chemicals. It essentially determines a plastic component’s ability to withstand chemical attack without changes in weight, appearance, or mechanical properties, such as hardness.
You can also read: Direct Compounding Injection Molding: Cost-Efficient Expertise.
Defining Chemical Resistance: Moving Beyond Trial and Error
During my consultancy work, clients often ask me to identify the cause of part failures. I frequently find that many plastic users do not understand the consequences of chemical attack. Most people learn this lesson the hard way: through failure.
Furthermore, companies typically omit chemical resistance or Environmental Stress Cracking Resistance (ESCR) from their material selection process. ESCR represents the combined effect of mechanical and chemical damage on a component over time. Consequently, failure rarely stems from a single cause; instead, a combination of factors usually triggers the breakdown.
When selecting a material, we must always ask: How long will this part remain in operation? Also, what substances will it come into contact with? Once we answer these questions, we can determine which in-house test methods will best ensure part quality.
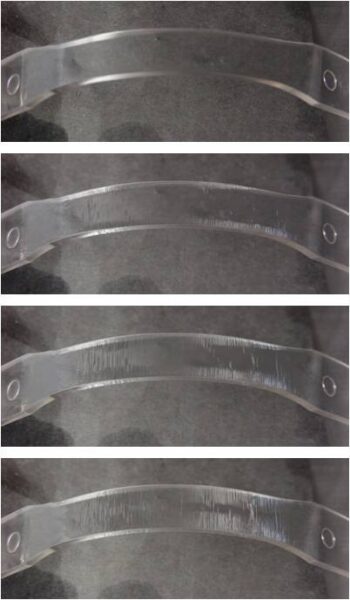
Chemical damage may arise in the form of cracking, degradation, weight gain or mechanical failure. This image shows a time-lapse of a PC sample showing environmental stress cracking. Courtesy of Madison Group.
Selecting the Correct Test Method
There are several standards addressing the chemical resistance of a component. A widely used standard is the ASTM D543, which evaluates the resistance of plastic materials to chemical reactants. There are two variants: method A tests immersion, and method B combines chemical exposition with mechanical stress.
- Method A (Immersion): plastic samples of a fixed size (normally 4”x6”) are immersed during a given time in a chemical reagent. Sometimes it is also possible to elevate temperature, in order to accelerate part damage. After the exposition, some of the metrics evaluated are dimensional changes, discoloration, cracking or surface change, or variations in tensile or flexural strength.
- Method B (Applied Stress): this method combines chemical exposure with mechanical stress. Using jigs (as seen below), specimens are subjected to a given amount of strain. They are clamped and immersed in a given substance for a period of time, and again, physical properties are measured. In a variation, it is possible to induce a notch of controlled length, and to measure crack propagation over time for this notch.

Test fixtures to combine chemical and mechanical stress in plastic samples. Courtesy of
Noogta.
The first reflection I make with my customers is: these are very simple procedures to implement in any lab, independently of the size of the company. Even if you are not a plastic manufacturer but a packaging user for example, it is possible for you to integrate these test methods within your quality testing procedures.
Even if it is not possible for you to follow the standard procedure down to the dot, try to implement something that approaches the real conditions your component is going to experience. More aggressive chemicals may accelerate damage, or you may also increase temperature or strain to obtain faster results.
The second reflection is: document and be organized in your observations. We miss many learning opportunities because we dump damaged parts without documenting what happened. Take pictures under the same lighting conditions, measure parts, weight them after failure. This allows you to gather information and make better decisions in the future.
Accounting for the Effects of the Process
Now, should you mold a test sample or should you cut a sample out of your molded component? This is one of the considerations which I am more passionate about. It basically depends on the question you are willing to answer.
If you are trying to compare materials, then by all means mold a sample following the ASTM standard and compare apples with apples. I particularly like compression molding for this kind of test sample preparation, because the in-molded stresses are low. This method allows you to fairly compare different materials and to understand their behavior to chemical attack.
However, if what you will is to ensure that your component withstands the chemical stress during operation, my suggestion is to always use cut out samples from your molded part. This is because the molding process always introduces stresses which must be accounted for.
In injection molded components, for example, there are two regions highly sensitive to chemical attack: the gate and the weld line. The gate experiences a lot of shear and heating during part filling, so it will involve molecular damage. Weld lines will have poor melt frow adhesion and may be prone to crack propagation. Also, sharp corners or transitions in thickness may cause stress concentration or thermally induced stresses.
Strategic Recommendations for Implementation
My heartful suggestions is: when trying to comply with chemical resistance be bold on your testing: test your sample as molded (for example a whole bottle) immersing it in the same substance your customer is going to use. Produce several samples under extreme process conditions to understand how the part may be affected by changes in temperature, pressure, mold temperature or weld line quality.
Standard ASTM or ISO testing procedures are a departure point for chemical testing but may not be enough to answer your questions. So be open to trying different solutions. Take parts to failure and always document. You may need to develop your own standard for given applications, do not be afraid to do so. Always use testing procedure (number of samples, measuring methods, reports) as a guide, and build from there what makes sense for you and your customer.
And finally: do not wish for the impossible. Plastic will eventually failure, it makes no sense to attempt achieving an indestructible part. Give your customer insight into your testing procedure and make sure they understand the boundaries within which you can comply. Make sure you both agree there.

Laura Florez is a mechanical engineer and holds a PhD in plastics processing. She has worked as an editor in the plastics industry for over 25 years and has experience in research, training, and consulting. Her main fields of expertise are injection molding and plastics recycling.