Resin Drying: The Energy Elephant Hiding in Plain Sight

Resin drying is a major energy consumer in plastics processing. Learn how to optimize dew point, airflow, and residence time to reduce costs and improve melt stability.
Resin drying precedes injection molding, extrusion, and blow molding, and often operates as a continuous utility system with limited parameter discipline and unclear process ownership. That operating profile imposes high, sustained electrical demand through heater duty, blower work, and desiccant-regeneration heat input. Drying also functions as a materials-conditioning operation that sets the resin moisture state before melting and homogenization in the screw. Moisture specification compliance governs melt stability, surface quality, and mechanical-property scatter in hygroscopic polymers.
You can also read: Enhancing Energy Efficiency in Polymer Extrusion.
Moisture Sensitivity and the Transport Constraint
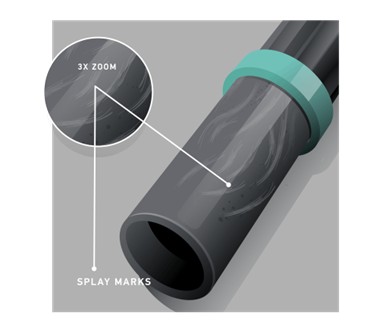
Splay marks on an injection-molded surface are typically caused by moisture or other volatiles flashing into gas during filling. Courtesy of Elastron.
Hygroscopic resins sorb moisture into the polymer bulk, so drying must drive intrapellet desorption rather than surface evaporation. When residual moisture exceeds specification, the process shows splay, voids, haze, dimensional drift, and property scatter. PET represents the constraint case: residual water accelerates hydrolytic chain scission under melt conditions, lowering molecular weight and intrinsic viscosity and shifting melt viscosity and part performance. Many PET workflows therefore target ultra-low moisture, often in the tens of ppm, with values near <30 ppm for chips prior to molding.
Drying follows coupled heat and mass transfer in a porous packed bed. Internal diffusion controls moisture migration within pellets, while external convection controls vapor removal through the bed. Key control variables include dew point (absolute humidity), airflow, residence time, and the axial temperature profile. Temperature increase alone rarely restores the required moisture specification.
Dew Point Controls the Thermodynamic Driving Force
Dew point quantifies the drying air’s water-vapor partial pressure and therefore its moisture-carrying capacity. Low dew point sustains a high chemical-potential (vapor-pressure) driving force between the polymer and the gas phase, which promotes desorption and supports net diffusion towards the pellet surface. When dew point increases, that driving force declines and drying kinetics slow, even with unchanged temperature.
A robust drying program treats dew point as a primary control variable and a diagnostic signal. The trend should remain stable across shifts and ambient humidity changes. Upward drift or oscillation indicates system-level degradation, typically from desiccant loading, regeneration imbalance, airflow maldistribution, or air ingress. Common root causes include insufficient regeneration energy, incorrect regeneration timing, fouled filtration, and bypass leakage around the desiccant bed.
Regeneration and Airflow Drive a Large Fraction of Energy Use
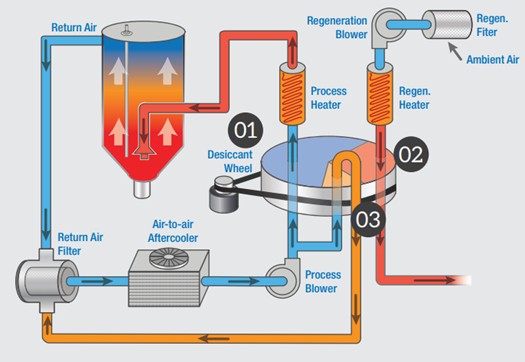
Desiccant wheel drying system schematic, showing the closed-loop process air circuit and the separate heated regeneration loop that restores desiccant performance. Courtesy of Conair Group.
Dryer energy demand extends beyond process-air sensible heating. Desiccant dryers require regeneration duty, because the system heats purge air and strips adsorbed water from the desiccant. Regeneration load increases with air ingress and leak-driven moisture pickup, with excessive regeneration frequency, and with unstable regeneration control. Energy reduction therefore depends on regeneration setpoints, cycle timing, and maintenance discipline, not only on process-air temperature.
Airflow adds a second major load. Blower power rises with volumetric flow and total pressure drop across filtration, ducting, valves, and the packed pellet bed. High airflow also raises thermal duty, because it increases the mass flow that requires heating. Many plants oversupply airflow as a safety margin, which increases kWh without improving resin moisture once intrapellet diffusion becomes rate-limiting. Technical practice sets airflow from resin hygroscopicity, hopper and bed geometry, pellet bulk density, and throughput, then standardizes those values in setup documentation.
Residence Time Collapses During High Throughput
Drying remains time-dependent. When throughput increases, hopper residence time decreases. The system can maintain dew point and temperature while pellets still leave the hopper above moisture specification, because intrapellet diffusion and desorption kinetics do not reach completion. This constraint often presents as moisture-driven defects during peak output and after restarts, when material exchange and transient bed conditions amplify variability. Temperature escalation seldom resolves the root cause. Process stability requires protection of minimum residence time through hopper capacity, buffer storage, staged drying, or scheduling rules aligned with dryer capability.
A practical control metric uses residence time derived from hopper working volume and mass flow rate. That value must remain above the minimum required for the specific resin family and pellet geometry. Once residence time drops below the threshold, moisture at the feed throat increases and the process destabilizes, even while the dryer interface reports nominal air conditions.
Measurement Closes the Loop
Air-state indicators do not directly quantify pellet moisture content. A robust control plan therefore includes at-line moisture measurement for critical hygroscopic resins, with sampling at startup, after material transitions, after extended downtime, and after interventions on the drying loop. That protocol reduces reliance on display values and strengthens root-cause isolation. Moisture results also enable energy optimization. Stable dew point, controlled airflow, and low air ingress can maintain moisture specification at reduced temperature or reduced volumetric flow, which lowers thermal and blower duty without increasing defect risk.
Resin drying rarely draws attention, yet it governs both utility demand and melt stability. A technical strategy prioritizes dew point stability, regeneration control, airflow right-sizing, system tightness, and residence-time protection. These controls reduce kWh and scrap concurrently, because they act on the transport constraints that set the moisture-removal rate.