Reinforcing Microcellular Injection Molding with Fibers
Understanding the complex relationships between fibers, melt flow, and microstructure characteristics can help leverage the benefits of this high-performance material.
Microcellular injection molding (MIM) is a process for manufacturing lightweight polymers. This process allows for impact strength, dimensional precision, and thermal stability, outperforming conventional injection molding. MIM produces polymer products with a micron-sized cellular structure. Though effective for lightweight applications, MIM has drawbacks when applied to heavy-duty components. The cellular structure of MLM products disrupts the matrix continuity, which reduces product compactness. Additionally, nonuniform diffusion of supercritical fluid (SCF) can compromise the mechanical properties of these products. This is a result of nonuniform cell structures.
You can also read: Elevating PEEK Composites with Glass Fiber.
Fiber-reinforced polymer composites integrate fiber content, such as glass or carbon, into a polymer matrix. They exhibit exceptional mechanical, physical, and thermal performance. Thus, manufacturers widely use this technique in biomedical, electronic, aerospace, and automobile applications.
Glass fiber and MIM may be conducive to increasing the applications of MIM products. Courtesy of Effects of fiber content on crystallization behavior and mechanical properties for fiber-reinforced microcellular injection molding combined with in-mold decoration process.
FR-MIM: Reinforcing MIM for Increased Performance
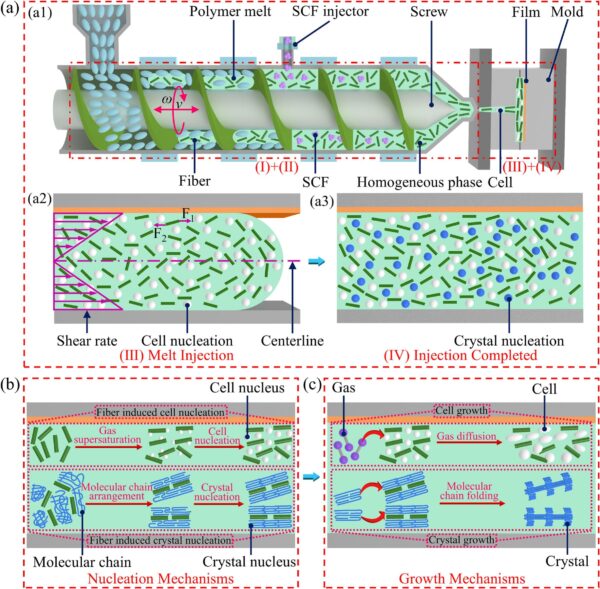
Researchers seek to overcome some of MIM’s limitations by combining these approaches. Fiber-reinforced MIM (FR-MIM) uses a fiber-reinforced phase dispersed uniformly within the melt and along the sidewalls. Appropriate fiber can enhance cell nucleation, reduce cell size, and improve mechanical properties.
Though a promising approach, FR-MIM poses additional challenges for manufacturers. Fiber content adds variables that can affect the structure and performance of injection-molded products. Shear forces and the fountain effect can accumulate fiber near mold cavity walls, resulting in surface defects. In-mold decoration (IMD), a decorative surface film placed within the mold cavity, may alleviate this drawback.
The interactions between fibers, cells, and crystals during FR-MIM are complex. Researchers must consider variations in cooling time and fiber interaction with the cell wall’s surface tension, for example. The amount of fiber content greatly affects the injection molding process. An optimal ratio of fiber is crucial for this process to be effective.
Understanding the Characteristics of FR-MIM/IMD
Researchers used polypropylene and glass fiber-reinforced polypropylene to optimize the FR-MIM/IMD approach. They used 0.1 mm thick polyethylene terephthalate (PET) as the decorative film. After producing the material, the researchers characterized the samples’ microstructure, crystallization behavior, mechanical properties, and density. Additionally, they used a numerical simulation to examine the average melt temperature across the specimen’s thickness. They simulated melt temperature of different fiber contents at the end stages of filling and cooling. Then, they simulated the melt viscosity under the same parameters.
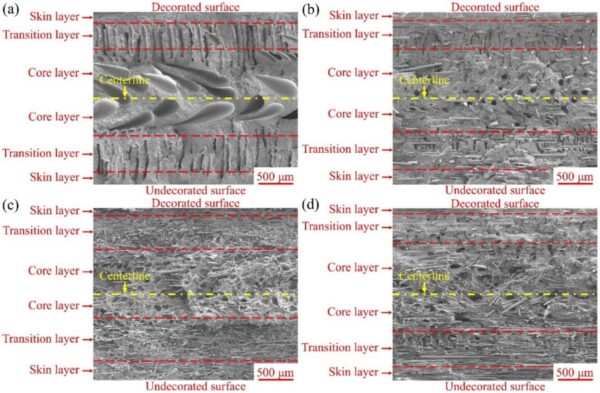
Amount of fiber influenced its orientation: (a) PP; (b) 10 wt% FR/PP; (c) 20 wt% FR/PP; (d) 30 wt% FR/PP. Courtesy of Effects of fiber content on crystallization behavior and mechanical properties for fiber-reinforced microcellular injection molding combined with in-mold decoration process.
The core layer, with the highest melt temperature, exhibited a significantly lower fiber orientation than the transition and skin layers. This melt temperature reduces viscosity and flow resistance. Thus, there is less shear force affecting the fibers compared to other layers. Higher fiber content leads to an increase in orientation. This is due to interactions between the fibers and the melt strengthening shear forces and improving orientation.
This research examined interactions between fiber content, melt flow, and microstructure during FR-MIM/IMD. Using this information, researchers and manufacturers can establish new applications of MIM to create high-performance, lightweight materials.