Inside Materials – EVA
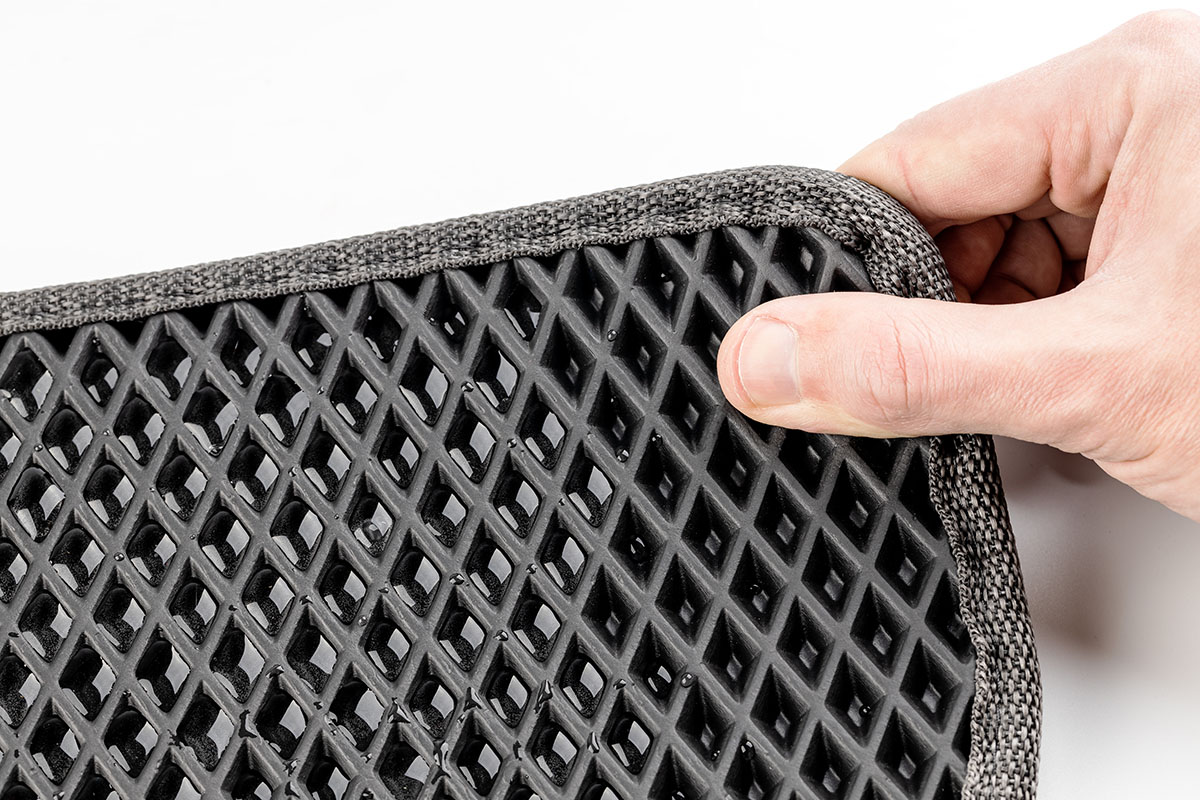
EVA is a copolymer that combines the flexibility of rubber with the processability of thermoplastics.
In the mid-20th century, major chemical companies developed EVA due to the growing demand for more flexible and impact-resistant plastics. As an alternative to traditional polyethylene (PE), EVA stood out for its enhanced durability, elasticity, and versatility.
You can also read: Inside Materials – Kevlar.
What is EVA?
Ethylene-Vinyl Acetate is a copolymer made from ethylene (E) and vinyl acetate (VA). It is currently available in different grades, which vary depending on the percentage of VA in its composition, typically ranging from 10% to 50%. EVA has a plastic-like appearance at lower VA levels, while higher VA content gives it a more rubber-like texture.
Top Features of EVA
Beyond its outstanding flexibility and soft-touch nature, EVA is a material with a wide range of properties. For example, it is waterproof and resistant to various chemicals, making it ideal for industrial applications in harsh environments. Additionally, it offers excellent sound absorption and thermal insulation.
Industrial and Commercial Uses
Thanks to its unique characteristics, EVA is widely used in applications that require padding, impact resistance, and enhanced comfort:
- Footwear manufacturing: it provides cushioning, slip resistance, and durability for shoe soles.
- Automotive and medical sectors: its chemical resistance, flexibility, and resilience are key advantages.
- Electronics and marine industries: it serves as an effective material for insulation and protection.
- Solar panels: it plays a crucial role by safeguarding cells and enhancing system longevity.
- Packaging: its lightweight and flexible nature makes it ideal for protecting items during storage and transportation.
- Adhesives and sealants: its strong bonding properties make it ideal for construction sealing applications.

EVA applications. Courtesy of Fengbai.
Recycling Methods
In addition to the previously described features, one major advantage of EVA is its recyclability. This characteristic helps reduce waste, conserve resources, and lower greenhouse gas emissions. Today, industries apply three main approaches to recycle EVA—the first being the most used:
- Mechanical recycling: This process involves grinding EVA foam into small pieces so manufacturers can reuse them to produce new products.
- Chemical recycling: This technique entails breaking down EVA waste into its chemical components, allowing for the creation of new materials. Researchers are currently innovating in this area with dynamic crosslinking techniques.
You can also read: Advanced Recycling: A Detailed Check.
Market Share and Industry Leaders
Given the wide range of EVA’s properties and the evolving industry landscape, the material holds strong potential and a promising outlook. Analysts estimate the market size at 4.85 million tons in 2025 and project it to reach 6.20 million tons by 2030. Market leaders such as ExxonMobil, Hanwha Solutions, Dow, Formosa Plastics Corporation, and Celanese Corporation are driving this expansion.